Digitalization in foundry technology is advancing rapidly — and radar is becoming a key enabler in this transformation. We are therefore excited to take part in this year’s Barbaratagung hosted byFraunhofer IGCV on November 27 where we will discuss the next steps toward the fully digital foundry together with experts from research and industry.
Why radar? New opportunities for sand and die casting
Radar technology offers unique advantages for monitoring industrial processes. In sand and die casting in particular, it opens up new possibilities thanks to its ability to measure in real time, contactlessly, and under extreme environmental conditions. This enables:
Temperature monitoring without interfering with the process
Solidification analysis during critical phases
Detection of material behavior throughout the casting process
These insights provide a significantly more accurate understanding of what happens inside the mold — a crucial step toward improved quality, repeatability, and sustainability in production.
More precision, efficiency, and sustainability
Data-driven process control reduces scrap, saves energy, and extends tool life. Radar makes previously invisible process states transparent and enables control loops that were not feasible before. In this way, the technology contributes directly to shaping the foundry of the future.
Barbaratag in Garching
We look forward to inspiring discussions, new perspectives, and an active exchange with everyone driving the digital transformation of foundry technology. Together, we aim to explore how radar can unlock the next wave of innovation across the industry.
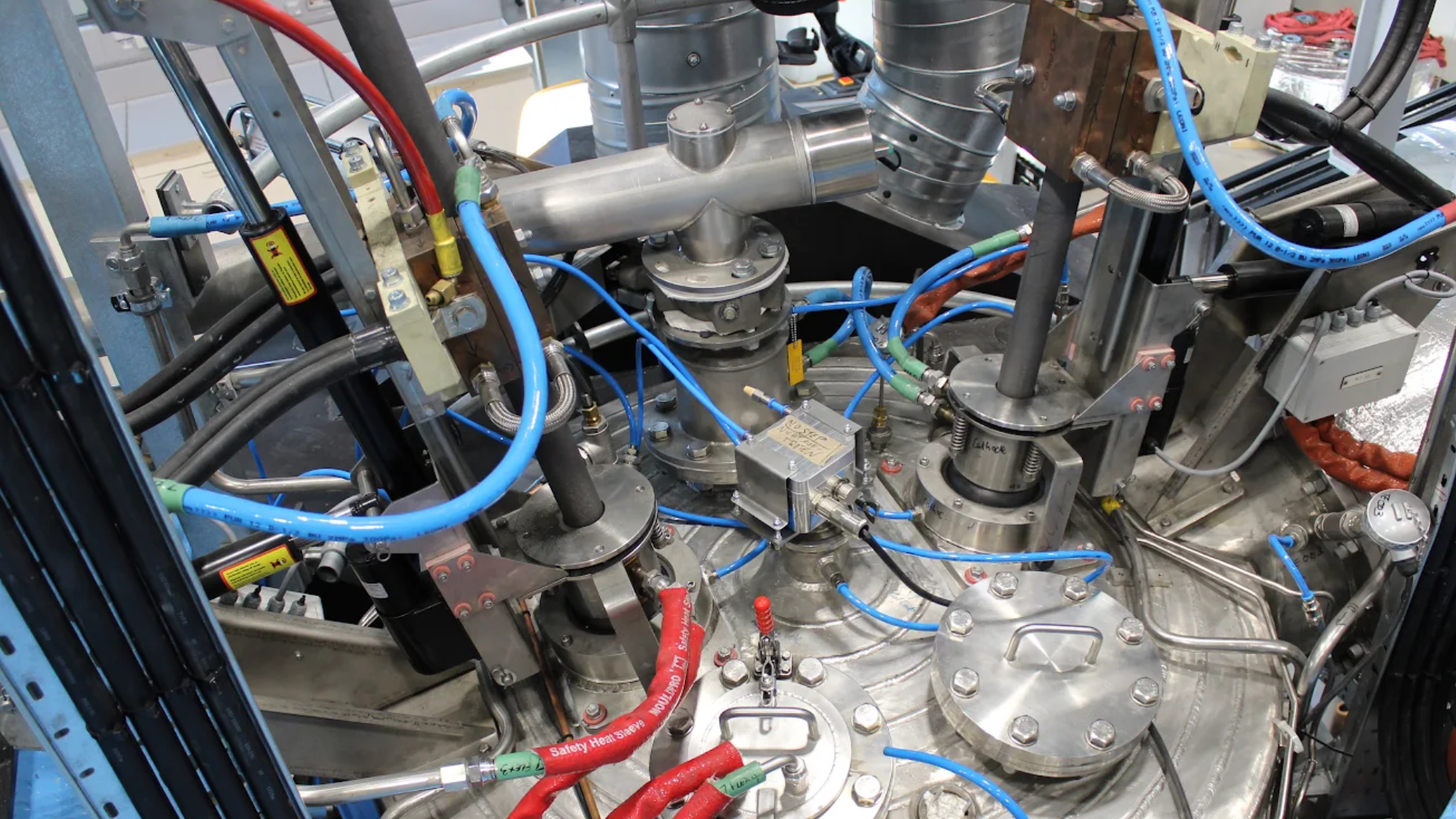
At mecorad, we are committed to pushing the boundaries of precision and transparency in industrial processes. One of our latest achievements marks a decisive step forward: the successful integration of our radar sensor system into a Tetronics plasma furnace at Helmholtz-Institut Freiberg für Ressourcentechnologie. This innovation creates the foundation for safe and reliable level measurement during even the most demanding melting processes.
Integration into the furnace environment
The radar sensor was directly integrated into the lid of the plasma furnace. Its stainless-steel housing ensures durability under extreme thermal and mechanical stress. To safeguard reliable operation, special refractory materials and a tailored thermal management solution were employed.
Power is supplied efficiently via Power over Ethernet (PoE), reducing cabling complexity and simplifying system setup.
Data for safe operations
During operation, the radar sensor continuously provides level values and sensor temperature data directly to the furnace control system. This seamless transfer of data ensures operators always have a real-time overview of the melt level, enhancing both process stability and safety.
Proven in practice
Several melting campaigns have already been successfully completed with radar-based level measurement. These results confirm the reliability of the system and underline its value as the first step toward greater transparency during melting processes.
Looking ahead: Unlocking more process data
While level measurement is a crucial milestone, it is only the beginning. The next development stages at mecorad will focus on enabling access to additional process information in real time. This will give operators deeper insights and greater control over their processes, ultimately improving safety, efficiency, and performance.
Conclusion
With the integration of our radar sensor system into plasma furnaces, mecorad sets new standards for process monitoring in high-temperature environments. We are proud to contribute to making some of the most challenging industrial processes more transparent and secure—step by step.
Would you like to learn more about how our radar-based solutions can improve transparency and safety in your high-temperature processes? Get in touch with our team or explore more about our technology, such as our level series.
Cutting costs, boosting efficiency, and enabling sustainability – these are the challenges facing modern steelmaking. Conventional casting trials are often costly, time-consuming, and energy-intensive. AtESTAD 2025-European Steel Technology and Application Days,mecorad andMAGMAwill demonstrate how a combination of digital twin technology and radar-based inline measurement can transform continuous casting processes, especially in stainless-steel slab production.
From trial and error to proactive process control
Traditionally, steelmakers rely on physical trials to optimize their continuous casting process. This approach consumes large amounts of energy and resources while delaying production improvements. By integrating proactive inline measurement directly at the mold exit, mecorad’s radar systems provide real-time insights into strand behavior. These measurements are fed into MAGMA’s digital twin simulations, enabling predictive analysis and continuous optimization without repeated physical trials.
The result is robust process stability, higher product quality, and significant reductions in both energy use and costs. In times of rising energy prices and tightening sustainability requirements, these benefits are crucial for steel producers worldwide.
Joint expertise – proven collaboration
The cooperation between mecorad and MAGMA showcases how complementary expertise creates real value: radar-based measurement technologies deliver precise, real-world data, while simulation models use this input to refine and forecast process performance. Together, this approach unlocks new dimensions of efficiency and sustainability in continuous casting.
mecorad has taken a significant step toward further technological advancement and market expansion. With the appointment of Dr. Markus Bergmann as Innovation Manager, the company is strengthening its position as a technology leader. This strategic initiative is supported by ESF funding from the Free State of Saxony, reinforcing the region’s commitment to innovation and economic growth.
Driving Innovation and Technology Transfer
The primary goal of this initiative is to enhance mecorad’s radar measurement technology for new industrial applications, particularly in mechanical engineering and forming technology. Dr. Bergmann, an experienced engineer with a background in technology scouting, acquisition, and customer relations, plays a key role in this transformation.
His focus areas include:
Knowledge Transfer & Product Optimization – Implementing the latest research and development findings to refine and adapt Mecorad’s technology.
Expansion into New Applications – Developing strategies to introduce radar measurement solutions to broader industrial sectors.
Portfolio Enhancement – Creating integrated, cross-industry solutions by combining sensor technology, special-purpose machinery, and control engineering.
mecorad ´s strategic goals and industry impact
A core aspect of Dr. Bergmann’s role is facilitating the technology transfer from research to industry. His efforts will contribute to improving mecorad´s product offering and supporting the development of an independent innovation unit within the company.
Additionally, he will drive:
Research into new fields of innovation.
Identification of market opportunities beyond the steel industry.
Development of an IP roadmap to secure long-term technological leadership.
ESF Funding: A Crucial Support for Innovation
The recruitment of Dr. Bergmann has been made possible through ESF+ funding supported by the Freestate of Saxony, which supports the creation of strategic positions to drive technological progress. This funding ensures that mecorad can continue to pioneer innovative, high-precision measurement solutions that benefit multiple industries.
“I am excited to further develop Mecorad’s radar measurement technology and explore new industrial applications. The potential for optimizing production processes is immense, and I look forward to shaping the future of this technology.”
Dr. Markus Bergmann
With this initiative, mecorad takes another significant step toward revolutionizing measurement technology and reinforcing its role as an innovation leader in mechanical engineering and forming technology.
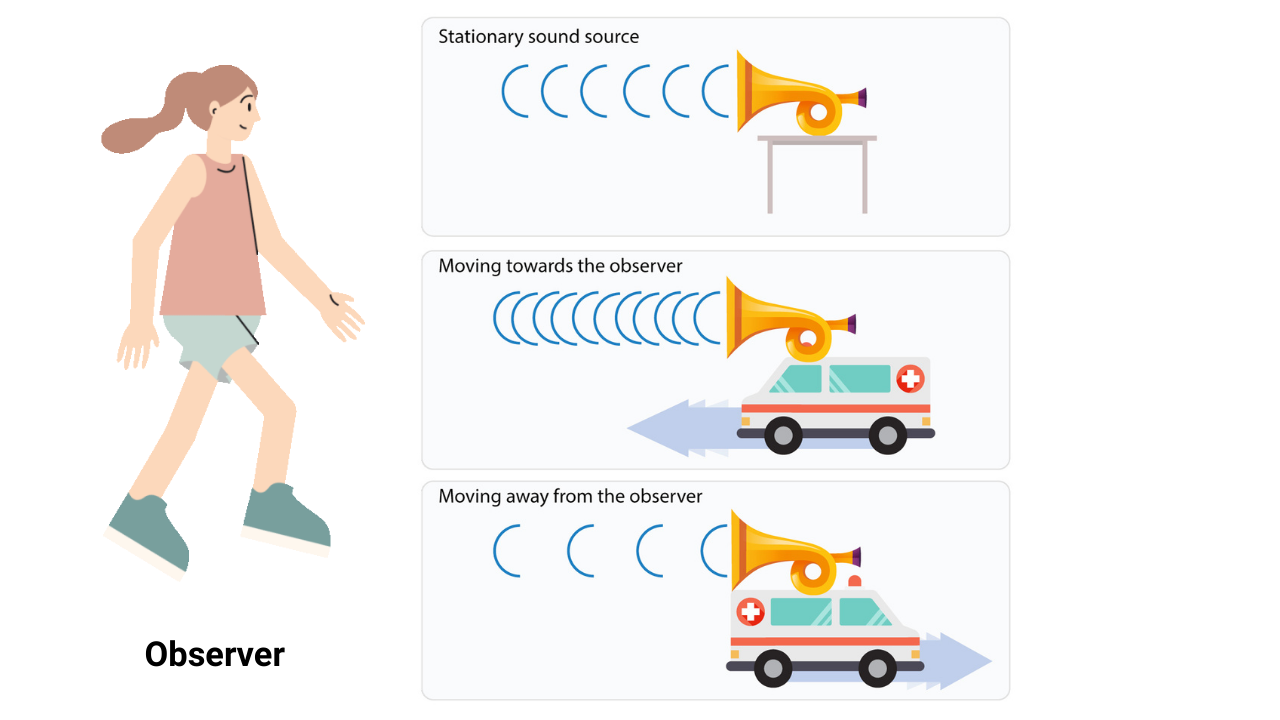
The Doppler Effect describes the change in frequency or wavelength of a wave in relation to an observer moving relative to the source of the wave. One of the most significant applications of the Doppler Effect is in Doppler radar technology. Doppler radar detects motion by measuring the frequency shift of returning radar signals, which is crucial for accurate speed measurement and weather forecasting. This technology has been instrumental in advancing meteorology, enabling precise tracking of storm systems and providing early warnings for severe weather events.
First Experiments with Doppler Effect
The development of radar technology dates back to the early 20th century. Initial radar systems could only detect the presence and distance of objects. However, integrating the Doppler Effect allowed for the detection of object velocity, vastly improving radar capabilities.
Christian Doppler first presented his principle in 1842 in his paper titled “On the Colored Light of the Double Stars and Certain Other Stars of the Heavens.” His work initially focused on the frequency changes in sound waves, but the principles he described were later found to apply to all types of waves, including light and radio waves.
The Doppler Effect was experimentally confirmed in 1845 by the Dutch scientist Christophorus Buys Ballot. Using a group of musicians playing trumpets on a moving train, Buys Ballot demonstrated the change in pitch predicted by Doppler. This experiment was one of the earliest confirmations of Doppler’s theory.
In the early 20th century, the application of the Doppler Effect expanded significantly. French physicist Henri Becquerel used the Doppler Effect to study gamma rays, and the development of radio technology paved the way for Doppler radar. By World War II, radar technology had become sophisticated enough to incorporate Doppler shifts, allowing for more accurate detection and tracking of moving objects.
Speed Measurement with Doppler Radar
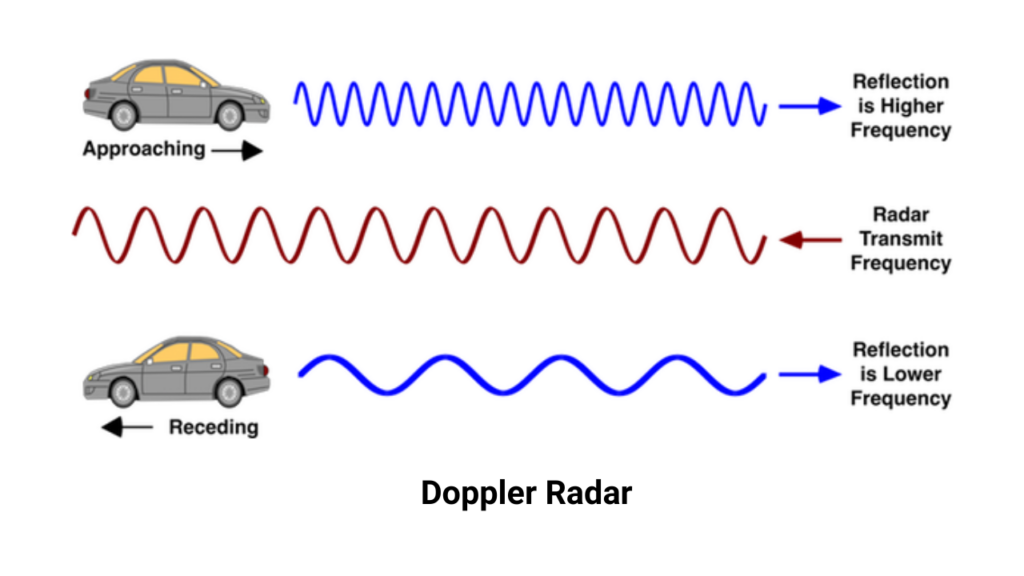
One of the remarkable capabilities enabled by the Doppler Effect in radar technology is precise speed measurement of moving objects. Doppler radar calculates the velocity of an object by analyzing the frequency shift between the emitted and received radar signals. If a radar system emits a signal at 100 MHz and receives a reflected signal at 101 MHz, it indicates that the target is moving towards the radar at a speed that causes this frequency shift.
Applications in Law Enforcement and Traffic Control
Doppler radar is widely used in law enforcement for speed enforcement. Police radar guns measure the speed of vehicles by detecting the Doppler shift in radar waves bounced off moving vehicles. This technology allows police officers to accurately determine if a vehicle is exceeding the speed limit.
Aerospace Applications
In aviation, Doppler radar is used to measure the ground speed of aircraft. By analyzing the frequency shift of radar signals bounced off the ground, aircraft speed relative to the ground can be accurately determined, aiding in navigation and flight control.
Radar and the Doppler Effect
As the radar source moves towards a target, the radar waves become compressed, resulting in an increase in frequency. Conversely, when the radar source moves away from the target, the radar waves are stretched, leading to a decrease in frequency. This change in frequency due to motion is the essence of the Doppler Effect and is crucial in detecting and measuring the speed of objects using radar technology.
Future Directions and Innovations
The Doppler Effect continues to inspire innovations in radar technology. Ongoing research aims to enhance radar systems’ sensitivity and accuracy, particularly in adverse weather conditions and complex terrain. Advances in signal processing and radar engineering promise to further refine Doppler radar applications across various industries, from automotive safety systems to aerospace navigation.
The Doppler Effect’s impact on radar technology underscores its significance in modern science and industry. From meteorology to military applications, this fundamental principle continues to shape our understanding of waves and their interaction with moving objects, driving technological advancements.
In the early 20th century, the limitations of existing radar technology became apparent. The need for more precise and higher frequency signals was crucial for effective operations. Radar systems of the time were bulky and limited in range and accuracy, relying on longer wavelengths that couldn’t provide detailed information about distant objects.The breakthrough came in 1940 when British physicists John Randall and Harry Boot developed the cavity magnetron. This device was capable of generating microwaves at high power levels. The magnetron operates by using a stream of electrons interacting with a magnetic field to generate microwaves. These microwaves are then emitted through resonant cavities within the magnetron, producing powerful and precise high-frequency signals. This innovation was a game-changer, providing the ability to produce small wavelength signals essential for high-resolution radar systems.
The Magnetron and Radar Technology
The development of the cavity magnetron significantly enhanced radar capabilities. Radar systems equipped with magnetrons could detect aircraft and ships with much greater precision. Before the magnetron, radar systems used lower frequency signals that were less effective at detecting smaller objects and were easily scattered by atmospheric conditions. The high-frequency signals generated by magnetrons allowed for smaller and more sophisticated radar systems, capable of discerning finer details and operating more effectively in various environments.
The success of radar technology accelerated advancements in both military and civilian applications. The ability to detect and track objects with high precision had far-reaching implications, leading to innovations in air traffic control, weather forecasting, and navigation systems. The principles of radar technology, powered by the magnetron, became foundational for many modern technological systems.
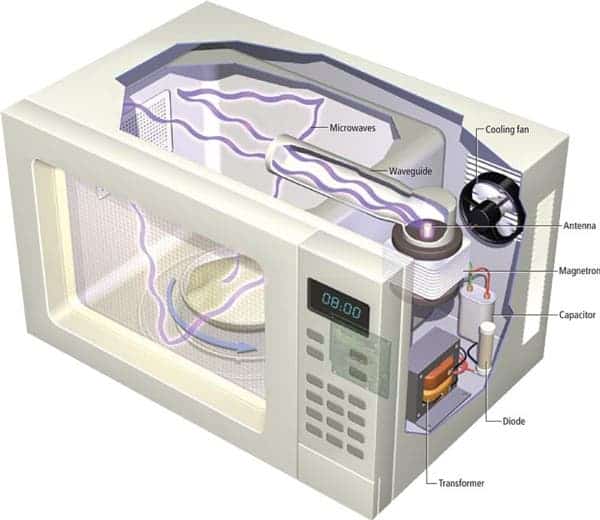
Magnetron in Everyday Life: The Microwave Oven
The magnetron also found a revolutionary application in the kitchen. In 1945, Percy Spencer, an engineer at Raytheon, discovered that microwaves generated by a magnetron could cook food quickly and efficiently. This serendipitous discovery led to the development of the first commercial microwave oven, radically changing cooking methods worldwide.
Magnetron in Microwave Oven
The early microwave ovens were large and expensive, but as the technology improved and manufacturing costs decreased, they became more accessible to the general public. Today, almost every household contains a microwave oven, showcasing the magnetron’s versatility and lasting impact.
The Evolution of Radar Technology
The evolution of radar technology did not stop with the initial developments. Advances in digital technology and signal processing have further refined radar capabilities. Modern radar systems utilize sophisticated algorithms and digital signal processing to enhance performance, offering improved accuracy, resolution, and reliability.
These advancements have expanded radar’s applications beyond traditional uses. In civilian aviation, radar ensures the safe and efficient management of air traffic. In meteorology, radar systems track weather patterns, helping predict storms and other severe weather events. In automotive technology, radar systems assist in adaptive cruise control and collision avoidance, contributing to vehicle safety.
Conclusion
The invention of the magnetron was a revolutionary milestone that transformed radar technology and had a profound impact on both military and civilian life. Its role showcased its potential for high-precision detection and tracking, while its adaptation into microwave ovens demonstrated its versatility. As radar technology continues to evolve, the legacy of the magnetron endures, highlighting the ongoing importance of this groundbreaking invention. The magnetron’s journey from pioneering technology to everyday convenience underscores its significance and enduring relevance in the modern world.
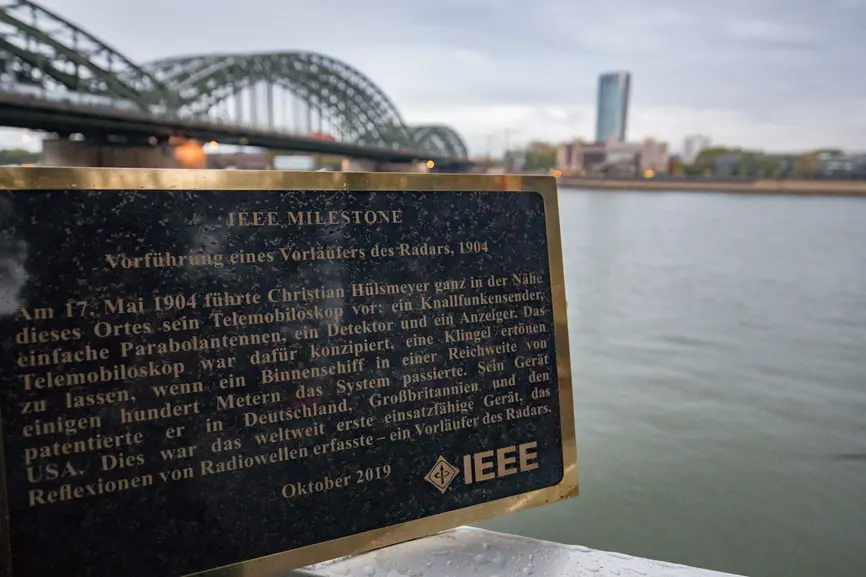
Christian Hülsmeyer, a German inventor, was inspired by a tragic boating accident on the Rhine, where two ships collided in foggy conditions, resulting in several fatalities. This incident spurred Hülsmeyer to develop a solution for preventing such tragedies caused by poor visibility. His quest led to the creation of the “Telemobiloscope,” the first patented device to use radio waves for detecting the presence of distant objects, such as ships.
How the Telemobiloscope Worked
The Telemobiloscope was an ingenious apparatus composed of a large wooden box, a spark-gap transmitter, two simple parabolic antennas, and a crude detector. The transmitter generated radio-frequency electromagnetic waves, and the antennas, positioned on a movable platform, could rotate 360 degrees. When the transmitted signals hit an object and reflected back to the receiver, an electric bell inside the device would ring, indicating the object’s presence. Hülsmeyer also devised a toothed-wheel mechanism called Kompass, allowing the user to determine the direction of the detected object.
The Historic Demonstration
On May 17, 1904, Hülsmeyer publicly demonstrated the Telemobiloscope in the courtyard of the Dom Hotel in Cologne. Using a metal gate as the target, Hülsmeyer proved his device could detect objects even when not directly visible. This demonstration was widely reported, showcasing the practical applications of his invention and earning him significant acclaim.
Breakthrough at the Maritime Conference
Following the success in Cologne, Hülsmeyer presented the Telemobiloscope at a maritime safety conference in Scheveningen, Netherlands. During a tour aboard the ship-tender Columbus in the Rotterdam harbor, his device successfully detected passing vessels, impressing shipping industry leaders and highlighting radar’s potential for preventing maritime collisions.
Challenges and Legacy
Despite the initial excitement, Hülsmeyer faced financial difficulties in further developing and commercializing the Telemobiloscope. He eventually sold the rights to his invention to the Trading Company Z.H. Gumpel in Hannover. Subsequent demonstrations faced technical challenges, and competition from Marconi’s Wireless Telegraph Company hindered widespread adoption of his radar technology.
However, Hülsmeyer’s pioneering work laid the foundation for future developments. In 1953, at a radar conference in Frankfurt, Hülsmeyer and Robert Watson-Watt, a key figure in British radar development, were both honored. Watson-Watt acknowledged Hülsmeyer’s contribution by saying, “I am the father of radar, whereas you are its grandfather.” Today, Christian Hülsmeyer is celebrated for his groundbreaking invention, which has had a lasting impact on navigation and safety technologies.
mecorad, a leading provider of radar measurement solutions for the steel industry, has officially entered the U.S. market. As of April 2, 2024, the company has established mecorad Inc. to cater to the growing demand for innovative radar measurement systems in North America.
“Our U.S. customers deserve our direct presence in the market,” said Marc Banaszak, CEO of mecorad Inc. The decision to enter the U.S. and Canadian markets followed two years of market analysis, culminating in participation at AISTech, a key event for the U.S. steel industry. Substantial private and governmental investments in digitization and data analytics within the U.S. and Canadian steel sectors present significant growth opportunities for mecorad.
Advanced Radar Measurement Technology for the Steel Industry
The company’s radar sensor platform, 1224, is fully FCC-compliant and approved for unrestricted use in the U.S. It delivers real-time digital insights into shapes, geometries, distances, fill levels, and material presence with the utmost precision, even under extreme conditions. The system achieves micrometer-level accuracy, setting a new standard for industrial measurement.
Solutions for Every Step of Steel Production
Equipped with cutting-edge radar technology and Industry 4.0 capabilities, mecorad’s solutions are tailored for upstream and downstream processes in the steel and metal industries. Unlike traditional radar sensors, mecorad’s products are designed and rigorously tested for the most demanding industrial environments. Advanced compensation mechanisms, such as temperature adjustments, ensure stable and drift-free results. Paired with proprietary signal processing, the sensors deliver both accuracy and precision down to single-digit micrometers.
In addition to supporting PLC systems, mecorad’s single-sensor and multi-sensor fusion solutions integrate seamlessly with higher IT layers, enabling immediate deployment in advanced control and AI applications.
With its expansion into the North American market, mecorad reaffirms its commitment to revolutionizing the steel industry through innovative radar measurement solutions, enhancing production quality while reducing operational costs.
About mecorad
mecorad offers customers in steel and metals production, hot-rolling and beyond, higher quality of products at lower production costs. Our patented radar-based plant digitalization solutions combine unparalleled accuracy with highest reliability and robustness under the toughest industrial conditions. From the smelter to the finished product, we measure distances, levels and customer-specific dimensions at any process step. We also detect objects under any conditions, optimize these processes with our applications and connect into systems along the value chain.
Contact information
mecorad Inc. 80 Pine Street, Floor 24 New York, NY 10005 Phone: 646-537-7638
Can metallurgical processes become more resource-efficient and improve slag recycling? A new research initiative tackles this question. Funded by the German Federal Ministry of Education and Research under the “KMU innovativ” program, the project is called “MaRSCH – On-line Material Classification by Radar in Slags.” It combines advanced radar technology with metallurgical expertise to revolutionize slag analysis.
Radar Technology for Real-Time Slag Analysis
Slags and their individual levels are being analyzed in this project. This innovation could greatly improve the efficiency of metallurgical processes. At the same time, it can enhance sustainability by reducing waste. Additionally, it aims to make slag recycling more effective.
mecorad GmbH: A startup specializing in radar development and advanced signal evaluation.
Research on the properties and recycling of metallurgical slags is a key focus area. “Using radar sensors for this purpose and testing them directly at our facilities is an exciting challenge,” said Dr. Thilo Kreschel from the Institute of Iron and Steel Technology at TU Bergakademie Freiberg.
Professor Alexandros Charitos from the Institute for Non-Ferrous Metallurgy and High-Purity Materials emphasized the potential of the project. “Modern sensors are the foundation of digitalization in the metallurgical industry. They help make processes more efficient. We are excited to work with mecorad to further develop this innovative radar technology,” he added.
mecorad’s Perspective
Dr. Marc Banaszak of mecorad shared his enthusiasm for the partnership. He said, “The expertise of the team at TU Bergakademie Freiberg, along with access to their state-of-the-art laboratories, is invaluable. We believe this joint project will help automate slag phase separation before disposal. This will not only enhance efficiency but also promote sustainability in the industry.”
Project Funding and Support
The project is supported through the “KMU innovativ” program. It is being executed by PT Jülich Research Center. This initiative underscores Germany’s commitment to advancing resource-efficient technologies in the field of metallurgy.
Why This Project Matters
The recycling and management of metallurgical slags is a critical challenge for the industry. By integrating radar-based real-time analysis with cutting-edge metallurgical research, the project could bring significant benefits. It has the potential to reduce waste, lower costs, and foster greater sustainability.
Stay tuned for updates as the MaRSCH project unfolds or visit the project description. Find more information on the KMU innovative programme on the programme site.
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept”, you consent to the use of ALL the cookies.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.